| < Возможные неисправности
Книга по ГАЗ-24
Рекомендации по ремонту двигателя ГАЗ-24
Ниже
приводятся некоторые рекомендации по разборке,
ремонту и сборке основных узлов двигателя.
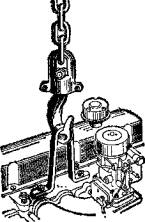
Для
снятия двигателя с автомобиля можно
воспользоваться скобой, закрепляемой гайками на
шпильках крепления головки цилиндров (рис. 62).
Рис. 62. Крепление скобы для подъема
двигателя
Перед
ремонтом двигатель необходимо тщательно
очистить от грязи и
чисто вымыть. Соблюдение чистоты при ремонте
двигателя является одним
из основных условий его надежной и
продолжительной работы. На чистоту всех
собираемых деталей двигателя и чистоту рабочего
места должно быть
обращено особое внимание. Собираемые детали
перед сборкой необходимо обтереть чистой
салфеткой или продуть сжатым воздухом, а их
трущиеся поверхности смазать маслом,
применяемым для двигателя.
При
ремонте детали, пригодные к дальнейшей работе,
должны быть установлены на прежние места.
Рекомендуется при разборке все детали
маркировать любым способом, не вызывающим их
порчи (керие-нием, надписыванием, прикреплением
бирок и т. п.).
Крышки
коренных подшипников с блоком цилиндров и крышки
шатунов с шатунами обрабатываются в сборе,
поэтому их раскомплектовывать не следует. Вместе
с блоком обрабатывается и картер сцепления. Не
рекомендуется также раскомплектовывать
коленчатый вал с маховиком и сцеплением
(нажимным диском), вентилятор со втулкой, так как
эти узлы на заводе подвергаются балансировке в
собранном виде (см. табл.
3). Шестерни газораспределения
подбираются по шуму и зазору в зацеплении,
поэтому следует избегать их
рас-комплектовывания.
Для
сборки двигателя нельзя использовать бывшие в
употреблении шплинты, шплинтовочную проволоку и
стопорные пластины; болты, шпильки и гайки,
имеющие более двух сорванных или забитых ниток
или с вытянутой резьбой, также нельзя
использовать.
Блок цилиндров
ГАЗ-24
В
блоке цилиндров изнашиваются подшипники
распределительного вала и отверстия под
толкатели.
Изношенные
втулки подшипников распределительного вала
вып-рессовывают из блока и заменяют
полуобработанными (с припуском на обработку).
Выпрессовку и запрессовку втулок удобно делать
при помощи резьбовых шпилек соответствующей
длины и подкладных шайб и гаек. При запрессовке
втулок необходимо обеспечить совпадение
отверстий во втулках с масляными каналами в
блоке.После запрессовки втулки растачивают
согласно размерам шеек (перешлифованных)
распределительного вала, обеспечивая зазор
между шайбой и втулкой в пределах 0,025-0,070 мм.
При
растачивании расстояние между осями отверстий
под коленчатый и распределительный валы
необходимо выдержать в пределах 118 ±0,025 мм.
Расстояние замеряют у переднего торца.
Отклонение от параллельности осей отверстий под
валы может быть не более 0,04 мм на длине блока, а
отклонение от соосности отверстий во втулках не
более 0,04 мм. После обработки в блок ставят на
нитрокраске новую заглушку.
Изношенные
отверстия под толкатели восстанавливают
растачиванием их до диаметра 30+0'°'3 мм и
запрессовывают на сурике или шеллаке втулки из
алюминиевого сплава Д1 (ГОСТ 4784-65); размеры втулок
должны быть: наружный диаметр 30.4 мм, внутренний 24
мм и длина 41 мм. После запрессовки в блок втулки
растачивают до диаметра 25 °'02* мм; чистота
обработки должна быть не ниже 8-го класса.
Толкатели
подбирают к отверстиям с зазорами 0,015-0,038мм.
Если
требуется заменить картер сцепления или он
устанавливается на блок после ремонта, то из
блока предварительно удаляют два установочных
штифта, затем крепят к нему картер болтами. На
вкладышах крайних подшипников устанавливают в
блок коленчатый вал, к фланцу которого крепится
стойка индикатора. Вращая коленчатый вал,
проверяют биение отверстия для центрирующего
бурта коробки передач. Переставив ножку
индикатора, проверяют также биение заднего торца
картера сцепления (рис.
63 и рис.
64).
Биение
отверстия и заднего торца в любой его точке не
должно превышать 0,08 мм. Если биение больше
указанном величины, то следует ослабить затяжку
болтов и легкими ударами по фланцу картера
добшься правильной его установки по биению
отверстия. Биение торца картера устраняется
шабровкой или подрезкой на станке со снятием
минимальной стружки.
После
затяжки болтов отверстия для установочных
штифтов в картере и блоке развертывают до
большего размера. Диаметр отверстия должен быть
таким, чтобы после развертки в них не оставалось
черноты. Затем в отверстия запрессовывают штифты
диаметром на 07015-0,051 мм больше размера отверстий.
Следует иметь в виду, что дри вышеуказанной
проверке необходимо пользоваться неизношенными
коленчатым валом и вкладышами. При изношенных
деталях (некруглых шейках д больших зазорах)
результаты проверки будут неточными.
Рис 63. Проверка
концентричности отверстия
картера сцепления относительно оси коленчатого
вала
Рис. 64 Проверка
перпендикулярности заднего торца картера
сцепления относигельно оси коленчатого вала
Гильзы цилиндров
ГАЗ-24
Обычно
для удаления гильзы надо приложить некоторое
усилие. Ци в коем случае нельзя удалять гильзу
ударами по выступающей в картер нижней ее части,
так как можно повредить стенки гильзы, и она
станет непригодной для дальнейшего
использования. Гильзу целесообразно снимать при
помощи приспособления, изображенного на рис.65.
Изношенные
гильзы расшлифовывают до ближайшего ремонтного
размера поршней (до диаметра 92,5; 93 и 93,5 мм с
допуском +0,06 мм). Чистота обработки должна быть не
ниже 9-го класса, овальность и конусность не более
0,02 мм, причем при наличии конуса большее его
основание должно располагаться в нижней части
гильзы. После хонингования гильза промывается в
мыльной воде или тщательно протирается
промасленными тряпками, так как мойка в керосине
или бензине не удаляет абразивные частицы из пор
чугуна.
Для
обеспечения надежного уплотнения гильза должна
выступать над поверхностью блока на 0,02-0.10 мм.
Выступание гильзы проверяется при помощи
лекальной линейки и щупа, как указано на рис.66.
Подбором прокладки из красной меди
соответствующей толщины надо добиваться, чтобы
разница в выступании между соседними гильзами
была минимальной.
Гильза
должна входить в гнездо блока свободно, от руки.
Забивать гильзу нельзя, так как при этом она
деформируется и нарушается правильный контакт
поршней и поршневых колец с гильзой. Чтобы при
дальнейшей сборке гильзы не выпали из своих мест
в блоке, их следует закрепить при помощи шайбы и втутши, как
показано на рис.67
Рис 65 Выпрессовывание гильзы из блока цилиндров
Рис 66 Проверка
выступания гильзы над цилиндром
Рис 67 Фиксация
гильзы с помощью втулок
Поршни с кольцами
ГАЗ-24
Поршни
подбирают к гильзам с зазором 0,024-0,048 мм по
наибольшему диаметру юбки Правильность подбора
определяют протягиванием при помощи безмена (рис. 68)
ленты-щупа, заложенного между поршнем и
цилиндром Щуп располагают в плоскости,
перпендикулярной к плоскости оси поршневого
пальца Поршень должен быть без поршневых ко лец
Усилие протягивания ленты-щупа при нормальной
комнатной темпера туре (+20° С) должно равняться
1,0-2,0 кгс Размеры ленты толщина 0,05 мм, ширина 10 мм и
длина 250 мм
Перед
установкой поршневых колец на поршень
необходимо проверить зазор в
замке кольца, введенного в гильзу
цилиндра (рис. 69) Зазор должен быть в
пределах 0,3-0,5 мм для компрессионных колец и 0,3-1,0
мм для кольцевых дисков маслосъемною кольца Для подгонки к
цилиндрам можно применить кольца большего
размера с диаметром, не превышающим диаметр
гильзы более чем на 0,25 мм.
Если
применяется старая гильза без расшлифовки, то
следует шабровкой или расточкой на станке
удалить неизношенный поясок в верхней части
гильзы вровень с изношенной частью Если этого не
сделать, то новое кольцо будет ударяться о
выступающую часть пояска и быстро выйдет из
строя Эту операцию следует выполнять при каждой
смене колец
Если
поршень не меняется, то канавки перед установкой
кочец следует очистить от нагара Очищать канавки
следует осторожно, чтобы не снять слой металла Очистку удобно делать
при помощи Приспособления, изображенного на рис.70
Торцовый
зазор между кольцом и канавкой поршня проверяют
дри помощи щупа (рис
71) Зазор для верхнего компрессионного
кольца должен быть в пределах 0,050- 0,082 мм, для
нижнего компрессионного 0,035-0,067 мм и для
маслосъемного 0,135- 0,177 мм
Второе
компрессионное кольцо устанавливают на поршень
выточкой кверху, как показано на рис 18
При
использовании новых или расшлифованных гильз
цилиндров необходимо, чтобы верхнее кольцо было
хро мированным, а остальные должны быть лужеными
или фосфатированными Если гильзу не ремонтируют,
а меняют только поршневые
кольца, то все кольца должны быть
лужеными или фосфатированными,
так как к изношенной гильзе,
имеющей некрухлую
форму, хромированные кольца прирабатываются
очень плохо.
Перед
установкой поршня в цилиндр замки поршневых
колец следует развести равномерно по окружности
(через 90° ) Поршень в цилиндр удобно
устанавливать при помощи простого
приспособления - конического кольца (рис 72 и рис 73).
Рис 68
Проверка правильности подбора поршней к
цилиндрам
Рис 69 Подбор поршневых колец
к цилиндру
Рис 70 Очистка
нагара в канавках поршня
Рис 71 Проверка торцового зазора
между поршневым кольцом и канавкой в
поршне
Рис 72 Приспособление
для установки поршня с кольцами в цилиндр
Рис 73 Установка
поршней с кольцами в
цилиндр
Шатуны и поршневые
пальцы ГАЗ-24
Поршневой
палец подбирают к верхней головке шатуна с
зазором 0,0045-0,0095 мм. Правнлыюсгь подбора
проверяют перемещением слегка смазанного пальца
в головке шатуна (рис.
74); палец должен перемещаться под легким
усилием пальца руки.
В
поршень палец устанавливают с натягом 0,0025-0,0075 мм.
Перед сборкой поршень нагревают в горячей воде с
температурой 60° С, при этом поршень расширяется и
палец свободно входит в отверстия бобышек поршня
(рис.75),
Для
облегчения подбора пальцев к поршням и шатунам
новые детали разбиты по диаметру пальца и
отверстию под палец на четыре группы, отмеченные
краской: белой, зеленой, желтой и красной. При
сборке следует брать детали (поршень, палец и
шатун) только одной цветовой маркировки. Шатун с
поршнем собирают и устанавливают в блок в строго
определенном положении (см. раздел
"Криво-шипно-шатунный механизм").
Следует
иметь в виду, что для обеспечения балансировки
двигателя разница в массе установленных на
двигатель поршней в сборе с шатуном не должна
превышать 8 г.
Рис.74 Подбор
поршневого пальца к шатуну
Рис.75 Сборка поршня с шатуном
Коленчатый вал и
вкладыши ГАЗ-24
Диаметральный
зазор в шатунных и коренных подшипниках
коленчатого вала должен быть соответственно в
пределах 0,026-0,063 мм и 0,036-0,079 мм. Размер необходимых
вкладышей определяется измерением диаметров
шеек коленчатого вала. При невозможности
подобрать вкладыши нужного размера шлифуют
шейки вала до ближайшего ремонтного размера с
допуском -0,013 мм; чистота поверхности должна
соответствовать 9-му классу. Не допускается
шабровка вкладышей, подпиливание торцов крышки
или шатуна, установка подкладок и прокладок.
Для
увеличения срока службы коленчатого вала
рекомендуется сменить вкладыши через 80-100 тыс. км
пробега без шлифовки шеек коленчатого вала.
Осевой
зазор коленчатого вала устанавливают в пределах
0,075-0,125 мм подбором передней сталебаббитовой
упорной шайбы соответствующей толщины.
Выпускаются шайбы четырех размеров
по
толщине: 2,350-2,375; 2,375-2,400; 2,400-2,425 и 2,425- 2,450 мм. Осевой
зазор удобно измерять при помощи индикатора,
установленного на торце блока. Коленчатый вал
при этом перемещают рычагом, вставленным между
щекой вала и перегородкой блока. Для обеспечения
правильного торцового зазора необходимо, чтобы
крышка переднего коренного подшипника, боковые
поверхности которого обработаны в сборе с
блоком, на месте стыка с блоком не имели уступа.
При наличии уступа нужно, отпустив гайки
крепления крышки, легкими ударами по
необработанной ее части переместить крышку до
устранения уступа.
Перед
установкой коленчатого вала следует обжать
набивку заднего сальника при помощи ступенчатой
оправки (рис. 76).
Держатель
сальника нужно поставить так, чтобы обеспечить
надежное уплотнение его боковых поверхностей.
Поэтому пазы для резинок в крышке и сами резинки
должны быть совершенно сухими и чистыми. Резинки
вставляют плотно в пазы крышки. Наружную боковую
поверхность резинок, выступающую из пазов
крышки, смазывают мыльным раствором (только
выступающую часть, которая при установке крышки
скользит по блоку). Крышку устанавливают на место
без ударов, не допуская ее перекоса. Если концы
новых резинок после установки держателя
сальника выступают над плоскостью блока более
чем на 1,5-2 мм, то следует их обрезать до
указанного размера выступания.
Гайки
крепления крышек коренных подшипников
затягивают с моментом 10-11 кгс-м, шатунных 6,8-7,5
кгс-м. Стопорные гайки шатунных болтов
затягивают с моментом 0,3-0,5 кгс-м. Если гайки
шатунных болтов шплинтуются, то шплинты надо
подобрать так, чтобы они туго проходили по
отверстию в болтах. Установка щплинта в
отверстие с зазором недопустима, так как такой
шплинт при работе двигателя может быть срезан.
Передний
сальник коленчатого вала надежно работает
только при его правильном центрировании по шейке
коленчатого вала. Центрировать крышку
распределительных шестерен с запрессованным в
нее сальником нужно при помощи оправки
(рис. 77).
Оправку плотно насаживают на конец коленчатого
вала и прижимают храповиком к крышке. Гайки
крепления крышки при этом должны быть слегка
отпущены. После устранения зазора между оправкой
и отверстием в крышке гайки следует затянуть.
Нельзя
раскомплектовывать коленчатый вал, маховик и
нажимной диск сцепления в сборе с кожухом, так
как они сбалансированы совместно. При
необходимости замены отдельных деталей
требуется балансировка всего комплекта (см. табл. 3).
Рис. 77.
Центрирование переднего сальника коленчатого
вала
Головка блока
цилиндров ГАЗ-24
Клапаны
устанавливают в головку и снимают при помощи
приспособления (рис.
78). Изношенные втулки клапанов
выпрессовывают ударами молотка при помощи
оправки, а седла вырезают зенкером из твердого
сплава. После удаления седел гнезда в головке
растачивают до диаметра 38,75+0.027 мм для выпускного
клапана и 47.25+0.027 мм для впускного клапана.
Перед
запрессовкой седел и втулок головку нагревают до
170° С, а седла и втулки охлаждают в сухом льду.
Запрессовывать седла и втулки надо быстро, не
допуская их нагрева, при помощи оправок легкими
ударами молотка. Втулки клапанов должны
выступать над головкой на 22 мм. При аккуратной
подготовке операции седла и втулки
устанавливают на место почти без усилий. После
остывания головка плотно охватывает седла и
втулки. Для увеличения прочности посадки седел
металл головки завальцовывают вокруг седла при
помощи оправки (диаметром 41 мм для выпускного
клапана и 49 мм для впускного), центрируемой по
отверстию в седле, добиваясь заполнения фаски
седла.
Запрессованные
втулки развертывают до размера 9+0.022 мм. Зазор
между стержнем впускного клапана и втулкой
должен быть в пределах 0,050-0,097 мм, а выпускного 0,075-
-0,117 мм.
Фаски
седел прошлифовывают под углом 45° соосно
отверстию во втулке. Наружный диаметр фаски
должен быть у седла впускногоклапана 46 мм, а у
выпускного 35 мм, ширина фаски - равномерная в
пределах 1,8 - 2,3 мм для впускного клапана и 2,3-2,5 мм
для выпускного. Если фаска неравномерна по
ширине или больше указанных размеров, то седло
расшлифовывают изнутри коническим шлифовальным
кругом с углом при вершине 60°. Биение фаски седла
относительно оси отверстия во втулке не должно
превышать 0,03 мм.
После
шлифования клапаны следует притереть к седлам до
получения непрерывного матового пояска. Для
притирки рекомендуется применять пасту,
состоящую из одной части микропорошка М20 (ГОСТ
3647-71) и двух частей жидкого индустриального
масла. Втулки клапанов - пористые, изготовлены из
металлокерамики. После окончательной обработки
и промывки поры втулок надо пропитать маслом. Для
этого в каждую втулку вставляют на несколько
часов пропитанный в масле войлочный фитиль.
Перед сборкой стержни клапанов обмазывают
тонким слоем коллоидального графита,
разведенного в масле (семь частей масляного
коллоидального графита и три части масла МК-20).
Перед
установкой головки цилиндров на блок ее
прокладку следует с обеих сторон протереть
графитным порошком. Ото устраняет прилипание
прокладки к головке и блоку и позволяет ее
использовать повторно.
Затягивать
гайки крепления головки нужно равномерно и с
определенным усилием (см. раздел
"Кривошипно-шатунный механизм").
Рис.78. Разборка
сборка клапанов
Обкатка двигателя
ГАЗ-24
Срок
службы двигателя в значительной мере зависит от
правильно проведенной стендовой его обкатки и
режима работы в течение первых 2500 км пробега.
При
использовании для ремонта деталей заводского
изготовления с соответствующей чистотой п
формой трущихся поверхностей и при соблюдении
установленных зазоров может быть рекомендованследующий
режим обкатки двигателя: а) холодная обкатка при
частоте вращения 1200-1500 об/мин в течение 15 мин; б)
горячая обкатка на бензине без нагрузки при
частоте вращения 1000 об/мин в течение 1 ч; при
частоте вращения 1500 об/мин в течение 1 ч; при
частоте вращения 2000 об/мин в течение 30 мин и при
частоте вращения 2500 об/мин в течение 15 мин. Общая
продолжительность обкатки 3 ч.
Прослушивать
и регулировать двигатель нужно на режиме
холостого хода до частоты вращения 3000 об/мин.
Давление масла в масляной магистрали прогретого
двигателя, работающего с малой частотой вращения
холостого А ода (500 об/мин), должно быть не менее 0,7
кгс/см2, при частоте вращения 1500 об/мин не менее 1,75
кгс/см2 и при частоте вращения 2000 об/мин в
пределах 2-4 кгс/см2.
После
обкатки необходимо сменить фильтрующий элемент
масляного фильтра двигателя.
Для
завершения правильной приработки деталей
двигателя не рекомендуется в течение первых 2500 1ш
пробега превышать скорости: на прямой передаче 90
км/ч, на третьей 60 км ч, на второй 40 км/ч и на первой
25 км/ч. Следует избегать перегрузки автомобиля и
езды по плохим дорогам (грязь, песок, крутые
подъемы). Во время последующего пробега до 6000 км
также необходимо придерживаться умеренной
скорости движения и избегать езды по бездорожью.
Книга по ГАЗ-24
Ходовая часть >
www.long-vehicle.narod.ru
 |

{kind=link}